.png)
.png)
.png)
 на фоне многолучевого лазера") Значительная часть производственных мощностей по выпуску анилоксов и систем для их очистки сосредоточена на севере Англии, вокруг промышленного центра страны — Манчестера. Именно здесь находятся такие известные компании, как Praxair, Sandon, Pamarco, Cheshire Engraving, Tech Cell, BEL, Apex.
Значительная часть производственных мощностей по выпуску анилоксов и систем для их очистки сосредоточена на севере Англии, вокруг промышленного центра страны — Манчестера. Именно здесь находятся такие известные компании, как Praxair, Sandon, Pamarco, Cheshire Engraving, Tech Cell, BEL, Apex.
Перенос краски анилоксовым валом на печатную форму стал более разноплановым из-за требований к качеству печати, варьирующейся структуры ячеек и способов их гравирования. Хотя создать анилокс, успешно переносящий краску на любые носители при печати любых сюжетов, пока не удалось, производители стараются повышать линиатуры, одновременно увеличивая объём ячеек растровых валов.
 возле гравировальной машины Zed Cellmaster") В Cheshire Engraving Services приступили к работе над новым валом Max-Flo, отличающимся от традиционных более эффективными заполнением ячеек и краскоотдачей. Специалисты Tech Cell представляют технологию гравирования Gem с различной геометрией и линиатурой ячеек.
В Cheshire Engraving Services приступили к работе над новым валом Max-Flo, отличающимся от традиционных более эффективными заполнением ячеек и краскоотдачей. Специалисты Tech Cell представляют технологию гравирования Gem с различной геометрией и линиатурой ячеек.
«Интеллектуальное» растрирование печатных форм и специальные краски позволяют уменьшить количество секций флексомашины, а производители стараются сократить число необходимых анилоксов, создавая растровые валы, переносящие достаточное для печати плашек количество краски и пригодные для высококачественных растровых работ.
Техническая поддержка
Ведущие фирмы не ограничиваются простыми поставками, формируя отделы технической поддержки, помогающие получить от анилоксов максимальную отдачу, поддерживать их в чистоте и сохранности, знакомят с оптимальными методиками. Мощную техническую поддержку клиентов Pamarco Global Graphics обеспечивает сервис VIP (Value in Print).
Все предлагают решения для измерения параметров анилоксового вала, помогающие контролировать объём и износ ячеек. От грязного вала хороших результатов не добиться, а достойное техобслуживание обеспечат лишь регулярные измерения.
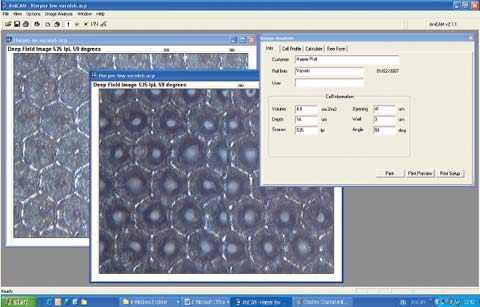
Одно из последних тестирующих устройств — спроектированный и разработанный английской Troika Systems портативный цифровой микроскоп AniCAM для проверки чистоты и износа растровых валов. Компания предложила собственные технологию визуальной оценки ячеек и способ тестирования объёма. Данные архивируются для сравнения с зафиксированными ранее параметрами вала.
На копии экрана внизу показаны микрофотографии одного и того же анилоксового вала с чистыми ячейками и остатками лака. Без лака его объём 5,7 см3/м2 при глубине ячеек 18 микрон, а с остатками — 4,8 см3/м2 и 14 микрон. Потеря почти 1 см3/м2 диктует необходимость очистки вала, иначе при печати неизбежна потеря оптической плотности.
Системы очистки
Бывают нескольких типов: жидкостные, порошковые и ультразвуковые. Безусловно, чистыми должны быть печатные формы, красочные насосы и прочие компоненты печатной машины, но чистота анилоксовых валов ещё критичнее. В работе важен постоянный объём подаваемой краски или лака — даже небольшие отклонения ставят под угрозу качество и стабильность печати, рискуют обернуться дорогостоящими перепечатками. Требования заказчиков растут, и их выполнение невозможно без точного, постоянного и прогнозируемого дозирования переносимой на материал краски. Чистые анилоксовые валы — это повышенная стабильность плотности красочных оттисков, улучшенное качество продукции, сокращение простоев, оптимальная производительность. Неверный уход снижает их потенциал, приводит к необходимости досрочного восстановления.
Оборудование
 MicroClean — автономная закрытая система очистки валов сухим пластиком, мягко удаляющая остатки красок и лаков с восстановлением исходного объёма ячеек. Рекомендована для регулярной очистки керамических и хромированных валов с линиатурой до 1500 lpi без повреждения ячеек. Пригодный для вторичной переработки пластик не боится влажности, а его специальное покрытие предотвращает накопление статического электричества.
MicroClean — автономная закрытая система очистки валов сухим пластиком, мягко удаляющая остатки красок и лаков с восстановлением исходного объёма ячеек. Рекомендована для регулярной очистки керамических и хромированных валов с линиатурой до 1500 lpi без повреждения ячеек. Пригодный для вторичной переработки пластик не боится влажности, а его специальное покрытие предотвращает накопление статического электричества.
Машины поставляются в широком диапазоне форматов, чистящая пушка имеет 1 или 2 головки (для ускорения обработки), стойки для регулировки ширины, опцию программирования с предварительной загрузкой программы циклов очистки специфических линиатур.
Более 30 лет Renzmann проектирует, производит и продаёт системы очистки и дистилляции для полиграфии. До недавних пор основным чистящим средством оставались растворители, но с ужесточением законодательных требований по работе с ними вырос интерес к альтернативным, водным технологиям очистки.
В основе водных чистящих составов щелочные агенты или каустическая сода. Как и для сольвентных систем, оптимальна обработка при 60–90 ºС.
Размягчённые чистящим средством загрязнения (физико-химический процесс) удаляются с поверхности под действием распыляемых струй или ультразвуковых волн.
Законодательные новшества
Многие очищавшие растровые валы растворителями теперь вынуждены инвестировать средства в вытяжные очистные системы воздуха или переключаться на альтернативные технологии.
Основной критерий при принятии решения — экологические и экономические аспекты очистки отработанного воздуха плюс технологические требования к усовершенствованным очистным системам.
Уровень современных методик и технологий очистки диктуется совершенствованием красок и лаков, химическими и физическими свойствами очищаемых компонентов, ужесточением экологического и трудоохранного законодательства. Пользователи поставлены перед выбором: химическая очистка или избавленный от химикатов процесс с ограниченными сферой применения и эффективностью.
Именно поэтому в последние годы широко применяются механизированные водные системы очистки валов. Разбавляемые водой чистящие растворы практически не выделяют органических субстанций, поэтому особенно актуальны при новых экономических и экологических тенденциях. Подобные решения демонстрируют отличные результаты и всё чаще применяются на производстве.
По словам главы исследовательского отдела KS Chemie Томаса Вернера, при невозможности работы с водой (например, при очистке в линию) используются альтернативные решения с пониженным выбросом летучих органических соединений, в т. ч. на основе растворителей с высокой температурой кипения.
Выбор технологии/системы очистки
Выбор типа очистки (распыляемыми струями или погружением в ванну с ультразвуковой очисткой, а также вида используемой среды — водной нейтральной или щелочной) определяется спецификой очищаемых участков и, в значительной степени, химическими и физическими свойствами моющего средства и загрязнений.
Важный фактор — эффективность технологии и системы очистки. Чистка распылением эффективнее, особенно когда речь о красках. Решения на водной основе, в т. ч. комбинирующие химическое воздействие с механическим, поглощают больше грязи и лучше растворителей размягчают засохшие и затвердевшие краски.
Объединение технологии распыления с водной очисткой — мощный и экологически чистый способ для печатников и поставщиков красок. Другое серьёзное преимущество водных технологий — гибкость в конструировании систем: они не взрывоопасны, не требуют очистки отработанного воздуха.
* Журнал FlexoTech, май/июнь 2006 г. © FlexoTech, Published by Whitmar Publications Ltd.
НАШИ
В последние годы культура производства и печати значительно выросла: большинство типографий обзавелось современными устройствами по очистке анилоксов. Хотя у каждого способа очистки собственные плюсы и минусы, мы рекомендуем клиентам наиболее щадящую, с нашей точки зрения, жидкостную очистку — ежедневную, периодическую и глубокую. Плюс и в том, что на небольших производствах технология может реализовываться вручную. Необходимы лишь ванна и специальная стальная щётка для валов. При жидкостной очистке происходит не вымывание, а разрушение засохшей или полимеризованной краски.
Андрей Семичев (andrey@uvservice.ru ), генеральный директор компании UV-Service







/13269462/i_380.jpg)
/13269431/i_380.jpg)
/13269450/i_380.jpg)
/13269336/i_380.jpg)