.png)
.png)
.png)
Речь пойдёт не о сомнительных сделках, а о прозрачных красках. Когда они нужны? При печати встык цветных плашек? Вряд ли. Привыкшие иметь дело с непрозрачными составами художники порой интересуются, где смешиваются краски в машине для получения нужного оттенка. Опыт подсказывает им, что единственный способ получить оттенок — смешать две краски.
С непривычки сложно осознать, что растр — оптическая иллюзия, в основе которой материал, просматривающийся сквозь все наложенные краски. При воспроизведении растра главное — видеть одну краску сквозь другую, поэтому здесь на первый план выходит прозрачность.
Как проверить, что прозрачность краски не поменялась после печати предыдущего тиража? Как её измерить?
При перекраске тёмной стены в светлую достаточно минимального количества слоёв. Мы выбираем краску готового оттенка и часто ограничиваемся одним-двумя слоями вместо трёх-четырёх. Обладающая хорошей кроющей способностью непрозрачная краска скрывает исходный цвет под новым. После нанесения нескольких слоёв цвет уже не меняется, т. к. свет проникает лишь в свеженанесённую краску.
При измерении прозрачности исходят из обратного. В основе методики — материал с качественно отпечатанной чёрной плашкой (образцы можно приобрести или подготовить самостоятельно, но чёрный должен быть насыщенным). После измерения чёрного на него наносится образец чистой краски и измеряется полученный цвет.
Цветовая разница (DE) между исходным чёрным и нанесённым слоем характеризует его непрозрачность (насколько он поглощает чёрный). Разбавьте краску бесцветным наполнителем — она станет более жидкой и прозрачной. При нанесении на другой лист с чёрной плашкой она скроет её меньше. Если на одной оси графика отложим значения DE, а на второй — процентную величину содержания пигмента в нанесённом красочном слое, то сможем построить прямую, помогающую определить прозрачность в виде отношения: 1/коэффициент угла наклона графика (рис. 1).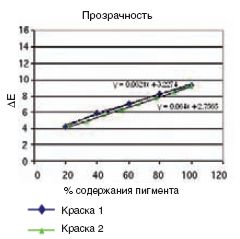 |
|
Рис. 1. Теоретическая оценка уровня прозрачности краски |
В теории всё прекрасно, осталось договориться с поставщиком, чтобы краска всегда была одинаковой прозрачности. Но когда методику впервые применили для проверки прозрачности эксперты из Европы, Северной Америки и Японии, полученные значения варьировались от показателей малярной краски (полная непрозрачность) до аналога воды (почти полное отсутствие цвета). Поэтому, прежде чем разбираться со стандартами прозрачности, специалисты уэльского Центра технологий печати и нанесения покрытий решили проанализировать методику измерений.
Оказалось, что проблема скрывалась в термине «концентрированная: (неразбавленная) краска». Как только его определили как «готовую к печати краску, т. е. обеспечивающую нужную оптическую плотность плашки при нанесении», приведённые ниже графики двух разных красок приняли следующий вид (рис. 2).
 |
|
Рис. 2. Графики прозрачности красок различной концентрации |
Результат очевиден: напрямую сравнивать прозрачность красок, имеющих при 100% насыщенности разные «начальные условия» по вязкости и плотности, некорректно. Каждый поставщик пользуется собственными понятиями о концентрате, поэтому первым необходимым условием будет приведение их к «общему знаменателю». Из второго графика видим: для этого требуется снизить начальную концентрацию первой краски почти вдвое. После обеспечения одинаковых параметров и проведения соответствующих измерений (концентрат разделялся на 5 равных частей, 4 разбавлялись прозрачным наполнителем до концентраций 20, 40, 60 и 80%) график принял совершенно иной вид (рис. 3).
|
|
Рис. 3. Результаты оценки прозрачности красок, приведённых к одинаковым плотности и вязкости при 100% насыщенности |
 |
|
Рис. 4. Прозрачность сольвентных красок |
Итак, самая кроющая краска — жёлтая. И хотя крайне сложно соблюдать точность приводки при её нанесении первой, нужно учитывать, что при печати поверх остальных красок она их частично скрывает.
Одной из причин влияния на итоговый цвет последовательности нанесения красок является варьирующаяся степень прозрачности — представьте, что краски разглядывают через разные цветные фильтры. Если при построении профиля печатной машины и цветоделении придерживаются одной последовательности, а при печати тиража — другой, не стоит удивляться вариациям цвета.
Об авторе: Тим Клейпол, директор уэльского научного Центра технологий печати и нанесения покрытий.
Наши
Если бы речь шла о печати водными красками на бумаге и картоне, то статью следовало назвать «Видеть только краску», так как в нашем случае вопрос об их прозрачности лежит в другой плоскости. Речь идёт о кроющей способности — характеристике прозрачности красочного слоя. К сожалению, стабильность цвета верхнего лайнера оставляет желать лучшего. Да и цели такой его производители не ставят. Достаточно, чтобы были стабильны другие параметры. В этом случае задача поставщика краски — как можно плотнее закрыть лайнер и обеспечить стабильность печати независимо от изменения цвета покрытия от партии к партии. Другая причина повышенного внимания производителей гофрокартона к кроющей способности красок — использование бурого картона в качестве запечатываемой поверхности.
Иногда перед колористами ставится и вовсе неразрешимая задача: напечатать светлый оттенок на буром лайнере. Тогда в рецептуру вводится значительный процент белой кроющей краски. Однако это чревато быстрым загрязнением анилоксовых валов, частыми остановками на их очистку и, как следствие, их быстрым износом. Альтернативой этой методики стало использование специальных кроющих технических лаков, обеспечивающих высокую кроющую способность краски и не позволяющих «видеть насквозь».
Анна Рузакова (anna.ruzakova@siegwerk.ru) , руководитель отдела продаж флексографских красок для бумаги и картона компании Siegwerk.
* Журнал FlexoTech, апрель 2008 г. © FlexoTech, Published by Whitmar Publications Ltd.







/13269462/i_380.jpg)
/13269431/i_380.jpg)
/13269450/i_380.jpg)
/13269463/i_380.jpg)