.png)
.png)
.png)
При печати на полимерных материалах проблема плохой адгезии краски — явление частое. Причина — неполярные вещества на их поверхности, не позволяющие молекулам краски вступать в соединения с молекулами полимера. К тому же в состав технических плёнок зачастую входят примеси (низкомолекулярные фракции полимера, мономеры, скользящие добавки, со временем мигрирующие из массы к поверхности материала), порождённые производственным процессом или наличием специальных, скапливающихся на поверхности добавок.
Для хорошей адгезии краски нужны два условия: надлежащее смачивание ею поверхности полимера, являющееся предпосылкой создания химического соединения молекул краски и запечатываемого материала. Для этого состав краски должен соответствовать химическим свойствам полимера.

Чтобы достичь требуемых качества печати и уровня смачиваемости (гидрофильности) запечатываемого полотна, его поверхность должна быть предварительно обработана коронным разрядом, пламенем, плазмой атмосферного давления или химически насыщена фтором. Преимущества методик — лёгкость применения, небольшие производственные затраты, снижение брака. Дополнительный плюс рассматриваемых в статье первых двух — возможность включения в состав печатной машины компактных обрабатывающих модулей.
Как это работает
Физическая обработка поверхности полотна подразумевает изменение её свойств (повышение уровня поверхностной энергии) под воздействием плазмы, генерируемой электрическим разрядом или пламенем. Суть — внедрение в поверхностные молекулы атомов кислорода, а в случае обработки пламенем — групп OH. Итог — образование полярных молекул, увеличивающих поверхностную энергию материала (см. врезку «Неполярные полимеры»).
Длинные молекулярные цепочки полимера разрушаются, улучшая соединение с молекулами краски. Свойства полимерного материала не меняются, ибо модификация затрагивает небольшой поверхностный слой. Не менее важный результат — поверхность на микроуровне становится шероховатой, её полезная площадь сцепления с краской увеличивается. Когда верхний слой жировых, масляных и прочих примесей не слишком толст, запечатываемое полотно дополнительно очищается.
В таблице приведены величины поверхностного натяжения необработанных полимеров. Данные полезны, ибо часто заниженные реальные характеристики — признак инородных веществ на поверхности полотна, оказывающих отрицательное влияние на дальнейшую обработку.
Одна из излюбленных тем профессионалов — обсуждение необходимой для качественной печати величины поверхностного натяжения, рекомендуемые значения которой разнятся. Практика же подтверждает главенствующую роль конкретной прикладной задачи. При использовании красок, лаков и клеёв на водной основе вкупе с дешёвыми полимерами требования к уровню поверхностного натяжения резко возрастают. А при высоких требованиях к качеству печати и адгезии краски предварительной обработке подвергаются даже не требовавшие её материалы.
Высокая поверхностная энергия полимерного материала не гарантирует хорошей адгезии красок/лака/клея и надлежащего его увлажнения, но способствует их равномерному распределению, создавая условия к вступлению в реакцию с молекулами полимера. Предпосылки такой реакции создают процедуры предварительной обработки полимерной поверхности. Исходя из опыта, можно сказать: чем лучше предварительная обработка полимера, тем лучше сцепление с ним красок.
О предварительных результатах можно судить по результатам контроля поверхностного натяжения — измерения краевого угла смачивания с помощью т. н. «тестовых чернил» с известным уровнем поверхностного натяжения. Окончательные выводы делаются после проверки адгезии красочного оттиска с помощью «скотч-теста», спектрометрического анализа, проверки стойкости на истирание.
Высокочастотный коронный разряд
Давно известно, что его целенаправленное использование улучшает адгезию краски к полимерным материалам. Упрощённый принцип действия разряда показан на рис. 1.

Высоковольтный электрод устанавливается на небольшом расстоянии от поверхности материала, позади которого размещается заземлённый контрэлектрод. Разряд формируется в воздушной прослойке, где концентрируется большое количество активированных атомов и молекул. Интенсивная бомбардировка полимерного материала электронами разрушает его молекулярные цепочки, в местах разрыва которых скапливаются радикальные молекулы кислорода. В ранее неполярном субстрате образуются полярные молекулы, с которыми могут соединиться молекулы краски. В целях создания равномерной высоковольтной плазмы используется высокое напряжение с частотой 25–50 кГц.
Обработке могут подвергаться как проводящие, так и изолирующие материалы. В первом случае находящийся под высоким напряжением электрод должен быть изолирован диэлектриком (керамика или силикон), дабы избежать пробоя материала при коротком замыкании. В составе станции обработки коронным разрядом — генератор, высоковольтный трансформатор, главный электрод и
контрэлектрод.
Высоковольтные генераторы, как правило, изготавливаются на полупроводниковых схемах, в сравнении с ламповыми версиями их мощность и надёжность выше, а помехи значительно меньше (особенно при размещении высоковольтного трансформатора близко к электроду).
Поскольку зазор между электродом и контрэлектродом, как правило, 1–2 мм, коронаторы применяются для обработки плоских материалов — фольги, упаковочных и этикеточных плёнок. Использование их для обработки изделий специальной формы (стаканчики, тюбики и пр.) экономически выгодно лишь при больших объёмах выполняемых работ.
На рис. 2 представлен вариант станции коронирования для обработки фольги. Проводка материала — с помощью заземлённого транспортного валика, над которым расположены один или несколько электродов.

Если ширина полотна меньше рабочей ширины станции, а основной электрод не изолирован (при работе с непроводящим материалом), контрэлектрод (несущий валик) обязательно должен быть покрыт изолирующим материалом, предотвращающим короткое замыкание по краям.
Обработка пламенем
Принцип прост. В процессе сгорания при 1800 °C остаётся неизрасходованный кислород (слабое пламя), частично находящиеся в активной форме продукты сгорания (CO2, H2O) и активные радикалы (O, OH), способные поляризовать поверхность полимера, разрывая длинные молекулярные цепочки полимера и прикрепляясь к ним в местах разрыва. Итог — повышение поверхностной энергии и гидрофильности материала.
Результаты обработки пламенем зависят от типа горелки и её настроек — соотношения объёмов горючего газа и воздуха; расхода проходящего через горелку вещества (мощность); скорости обработки (прохождения пламени над поверхностью); расстояния между пламенем и обрабатываемой поверхностью.
 Как видно из рис. 3, оптимальные настройки помогают сформировать эффективный режим обработки, обеспечивающий максимальное значение поверхностной энергии, зависящей от типа поли мерного материала и его состава (разнообразные добавки способны кардинально изменить результат). Правильный подбор расхода газа позволяет сэкономить до 50% энергии.
Как видно из рис. 3, оптимальные настройки помогают сформировать эффективный режим обработки, обеспечивающий максимальное значение поверхностной энергии, зависящей от типа поли мерного материала и его состава (разнообразные добавки способны кардинально изменить результат). Правильный подбор расхода газа позволяет сэкономить до 50% энергии.
Хотя чем больше мощность горелки и лучше обработка, избыток подводимой энергии приводит к понижению уровня активации из-за оплавления поверхности или диффузии материала.
Столь важный параметр, как концентрация кислорода в пламени, регулируется соотношением смеси. Небольшой избыток воздуха (слабая смесь, температура пламени незначительно понижается) приводит к неполноте сгорания кислорода, остающегося в продуктах горения в активной форме, что, как правило, приводит к очень хорошим результатам.
Проверенные соотношения смеси таковы:
-
метан (природный газ)/воздух — 1/10 (и более);
-
пропан/воздух — 1/25 (и более);
-
бутан/воздух — 1/33 (и более).
Время воздействия пламени на поверхность определяют мощность горелки и скорость обработки. Для повышения последней следует увеличить мощность горелки. При работе с термочувствительными материалами скорость должна быть минимальной — маломощные горелки должны работать на небольшом расстоянии от поверхности 1.
Плазменная обработка
 Одно из разработанных Arcotec решений позволяет не изолировать электрод, работающий в режиме короткого замыкания, — серия искровых разрядов, выпускаемая в проходящий между электродами поток воздуха, генерирует непрерывную электрическую плазму (рис. 4).
Одно из разработанных Arcotec решений позволяет не изолировать электрод, работающий в режиме короткого замыкания, — серия искровых разрядов, выпускаемая в проходящий между электродами поток воздуха, генерирует непрерывную электрическую плазму (рис. 4).
Благодаря снижению частоты разрядов длина плазменного факела увеличивается, проще скорректировать его направление. Ширина обработки одной электродной головки (их может быть несколько), в зависимости от мощности, достигает 60 мм. Уровень тепловой нагрузки на поверхность полимера, в отличие от газового пламени, пренебрежимо мал. Достигающая 10 м/мин скорость обработки невелика для печатных машин, но достаточна для обработки объёмных деталей.
Не менее интересны также базирующиеся на технологии разрядов короткого замыкания системы обработки атмосферной плазмой. Суть — формирование разряда между стенками заземлённой металлической трубы и расположенным в её центре электродным наконечником. Параллельно с генерацией электрических разрядов через трубу выдувается воздушный поток, выносящий из неё активированную газовую плазму. Эффективность устройства не столь высока, как у ранее описанной системы, поскольку речь идёт не о высокочастотной искровой плазме, а лишь об активированном газовом потоке. Тем не менее его температура выше искровой среды низкочастотного коронатора (но ниже, чем у газового пламени), и он может успешно обрабатывать токопроводящие поверхности.
Макс. ширину обработки (10–15 мм) можно увеличить перемещением электродной головки или использованием нескольких. Аппарат такого типа оптимален для узких лент. В связи с высокой концентрацией энергии скорость обработки может достигать 200 м/мин.
Об авторах: Вернер Экерт, технический специалист компании Arcotec, Андрей Семичев, генеральный директор, Андрей Зориков, технический специалист компании UV-Service.
Тестовые чернила
 Наносятся на субстрат маленькой кисточкой или фломастером. Если собираются в каплю — поверхностная энергия полимера ниже, чем у чернил. Остаются на месте не менее 2 с или расплываются — равна или больше. Увеличение поверхностной энергии полимера в первую очередь следует рассматривать как результат успешной предварительной обработки и лишь затем как индикатор улучшения адгезионных свойств покрытия.
Наносятся на субстрат маленькой кисточкой или фломастером. Если собираются в каплю — поверхностная энергия полимера ниже, чем у чернил. Остаются на месте не менее 2 с или расплываются — равна или больше. Увеличение поверхностной энергии полимера в первую очередь следует рассматривать как результат успешной предварительной обработки и лишь затем как индикатор улучшения адгезионных свойств покрытия.
Когда в ходе проверки свойств покрытия выясняется, что при определённом уровне поверхностной энергии (например, выше 38 мН/м) достигается хорошая адгезия краски, его получение после коронной обработки и перед печатью может стать критерием качества.
Преимущество способа — простота и достаточно высокая точность (погрешность поверхностного натяжения чернил ±1 мН/м, рабочий диапазон 18–100 мН/м). Как правило, адекватную выборочную проверку позволяют выполнить чернила с поверхностным натяжением 30–56 мН/м.
Определение краевого угла
 Выполняется на «оптической скамье», состоящей из источника света, линзы и системы проецирования помещаемой на субстрат капли на экран. Измеряемая величина — краевой угол между смачиваемой поверхностью и проходящей над каплей касательной.
Выполняется на «оптической скамье», состоящей из источника света, линзы и системы проецирования помещаемой на субстрат капли на экран. Измеряемая величина — краевой угол между смачиваемой поверхностью и проходящей над каплей касательной.
Способ, как и метод проверки тестовыми чернилами, основан на оценке гидрофильности поверхности, но из-за использования лабораторного оборудования менее подходит для оперативного контроля. Применяя тестовые растворы, можно определить общее поверхностное натяжение и важные полярные или дисперсионные составляющие поверхностной энергии.
Скотч-тест
Метод тестирования адгезии краски запечатанного изображения с помощью липкой ленты намного оперативнее. Задача — определить, какие части печатного изображения переходят на липкую ленту после её приклеивания и резкого отрыва. Желательно использовать липкую ленту с нормированным уровнем адгезии, так как очень часто скотч из разных рулонов дает различный результат.
Долговечность предварительной обработки
Повышение поверхностной энергии (мН/м или дин/см) плёнки непостоянно и со временем исчезает. Причины — увеличение возраста материала, наличие примесей и внешние факторы (температура и влажность воздуха). В общем случае, чем сильнее обработан материал, тем быстрее падает его активация. Установлено, что плёнки с большой концентрацией скользящей добавки (1200 частиц на 1 млн) уже после 24 часов хранения непригодны к печати. Результат — обязательность вторичной обработки в печатной машине. «Вылёживание» таких плёночных материалов может обернуться тем, что в случае их изготовления без предварительной обработки через некоторое время требуемый уровень поверхностной энергии будет в принципе недостижим.
Как видно из графика, уровень активации очень быстро падает в начальный период хранения материала, причём скорость спада для плёнок с более высоким уровнем обработки выше, чем со стандартным. По прошествии периода первоначального спада падение уровня активации происходит значительно медленнее.
Неполярные полимеры
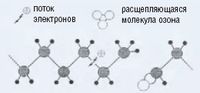 Полимеры — синтетические материалы, частично состоящие из длинных гомогенных молекулярных цепочек, формирующих прочный и однородный продукт. Сталкиваясь и соединяясь по краям, молекулярные цепочки полиолефинов удлиняются ещё больше, количество открытых концов и контактов с поверхностностью уменьшается. Итог — образование неполярных полимерных материалов.
Полимеры — синтетические материалы, частично состоящие из длинных гомогенных молекулярных цепочек, формирующих прочный и однородный продукт. Сталкиваясь и соединяясь по краям, молекулярные цепочки полиолефинов удлиняются ещё больше, количество открытых концов и контактов с поверхностностью уменьшается. Итог — образование неполярных полимерных материалов.
Во время коронарной обработки ускоряющиеся электроны проникают в поверхность полимеров, разрушая длинные молекулярные цепочки и создавая большое количество открытых молекулярных концов (свободных валентностей), образующих карбониловые группы с атомами кислорода, отщепляемыми от молекул озона О3. Описанный процесс окисления повышает адгезионные свойства материала.
Наши
Полезная статья, пусть даже и описывающая хорошо известные аспекты систем коронирования. По опыту, отмечу: когда оба электрода коронирующей станции покрыты изоляцией, распределение энергии разряда равномернее, в особенности для токопроводящих материалов. Хотя проще иметь стальной ролик, ведь повредить его намного сложнее, чем резину, тем более керамику, не переносящую ударов и царапин. Рабочий вал часто повреждается даже на производствах с высококвалифицированным персоналом. Если керамика всё-таки разрушилась, на время ремонта (40–60 евро за 1 см2 покрытия) с поверхности рабочего вала следует удалить изолирующий слой и понизить разряд. В противном случае на повреждённом покрытии произойдёт локальная концентрация энергии, а это может привести к точечному прожигу материала и неравномерной обработке. Ремонт покрытого силиконом вала — несложная процедура: нужно лишь срезать повреждённый изолирующий рукав и натянуть новый. Своевременно замеченное повреждение вала убережёт электронику коронатора от короткого замыкания.
Суть обслуживания станций коронной обработки в удалении пыли и загрязнений с электродов, валов и других токоведущих частей. Пыль — отличный проводник и, активно переходя с запечатываемых материалов (главные причины явления — статический заряд и работа системы вытяжки озона), может привести к короткому замыканию. В европейских коронаторах, где вал обычно заземлён, используется угольный токосъёмник, чтобы электричество не передавалось через подшипники. Исправность и плотность прилегания к валу контакта надо периодически проверять. При сильном износе токосъёмник должен быть заменён. Для надлежащего охлаждения высоковольтного трансформатора следите за чистотой его радиаторов и исправностью вентиляторов.
Определяя оптимальный уровень проводимой обработки, учитывайте её влияние на послепечатные процессы. Например, избыточная активация плёнки противопоказана при пайке пакетов: важно не только предварительно обработать материал, но и правильно подобрать краску, добиваясь хорошей свариваемости материала и устойчивости красочного слоя к внешним воздействиям. Для работающих на скоростях 200–300 м/мин печатных машин актуальна опция авторегулировки мощности коронатора с изменением скорости: на приладке она может отличаться от рабочей в 10 раз, тогда как уровень активации должен быть постоянным, гарантируя и адгезию краски и свариваемость пластика.
На прошедшей Drupa доминировали европейские производители устройств активации. Наряду с традиционными решениями (по схеме электрод-контрэлектрод с разрядом в воздушном промежутке) демонстрировалась интересная разработка на основе ионизации азота, поступающего из внешнего источника. Хотя решение эффективно увеличивает активацию даже самых сложных для печати материалов, электрическая мощность такой станции шириной 300 мм в 3–4 раза выше стандартного коронатора, а стоимость примерно в 6 раз превосходит цену аналогов.
Максим Зуев (coronator@ya.ru), технический директор проекта www.coronator.ru
Типичный характер падения поверхностной энергии полиэтилена в течение 6 месяцев







/13269462/i_380.jpg)
/13269431/i_380.jpg)
/13269450/i_380.jpg)
/13269336/i_380.jpg)