.png)
.png)
.png)
Многих занимающихся высечкой интересует один исключительно меркантильный вопрос: как выбрать самый экономичный инструментарий для обработки интересующих их изделий? Производствам требуется самая дешёвая высечная оснастка, которая будет охватывать большую часть заказов, обеспечивая минимальную себестоимость готовой продукции. Решение зависит от материала, который планируется высекать, и высечного пресса.
Инструментарий для высечки весьма разнообразен. В этой главе мы рассмотрим современные типы высечной оснастки (подробный анализ каждой разновидности потребовал бы отдельной книги).
Желательно, чтобы высечной инструментарий соответствовал продукции. «Хорошо, уважаемый Мудрец. А что конкретно посоветуете?» — спросите вы. Решение зависит только от вас! Многие определяли наилучший для себя вариант длительным путём проб и ошибок, а некоторые до сих пор в поиске подходящего инструментария…
Материал или продукт для высечки изделий
Каков высекаемый материал — мягкий, как пенопласт, или жёсткий, как обувная кожа? Разные материалы требуют разной оснастки. Для вспенённых и прочих мягких подойдёт плоский высечной штамп. Но при работе с пластиками средней жёсткости готовое изделие в плоском штампе просто застрянет из-за отсутствия в нём зазоров. Качественное выталкивание обеспечат цельные штампы-клише со специальными стенками. Ткани часто высекают в несколько слоёв, стопой в 2,5 см и более, а бумагу и тонкий картон — исключительно в один. Некоторые материалы перед высечкой нагревают. А Kevlar высекается пилообразным штампом.Высекаемое за тираж количество изделий
При тиражах менее 1000 изделий иногда целесообразнее отказаться от штампов и высечь их лазером или вырезать ножом. При длинных тиражах обращайте внимание на тиражестойкость высечного штампа — большой заказ амортизирует его стоимость.
Точность готовых изделий
Для кожаных обувных заготовок более чем достаточно цельного штампа-клише с допуском ±0,38 мм. Пластиковые вставки в автомобильные панели требуют высокой точности ±0,13 мм. Для тестовых лабораторных образцов точность может достигать ±0,03–0,00 мм: это необходимо для соответствия стандартам ASTM (Американское общество тестирования и материалов).
Высечное оборудование
За долгие годы мне неоднократно приходилось сталкиваться с тем, что в попытках высекать изделия компании неверно подбирают оснастку для оборудования. Вариантов инструментария и оборудования для высечки и подрезки изделий множество. Проконсультироваться со специалистом по высечке, он порекомендует самую эффективную для конкретного производства комбинацию из техники и инструментария.
Основные типы высечного инструментария
А. Плоский.
Б. Многоконтурный.
В. Ротационный.
 А. Плоский высечной инструментарий
А. Плоский высечной инструментарий
Цельный штамп-клише для плоского высечного пресса появился ещё в конце XIX в. на обувных фабриках, где из мягкой кожи с его помощью получали заготовки для верхней части обуви. Встречались варианты с одной и двумя режущими кромками — для высечки идентичных правой и левой половинок обувной пары. Английское название штампов этого типа clicker die произошло от характерного щелчка, который издавал ручной пресс с поворотным ударником, когда маховик отпускали и высечная головка начинала двигаться вниз. Штамп-клише помещают на кусок кожи, поверх штампа располагается поворотный ударник. При опускании закреплённой на верхней плите рукоятки штамп идёт вниз, прорезая кожу и частично марзан. Со временем такие прессы стали гидравлическими.Цельные штампы-клише (высотой до 32 мм)
Высокие штампы (более 32 мм)
Высокие штампы представляют собой гнутые или кованые изделия высотой 3,2–15 см. В своё время высокие штампы типа Walker применялись в обувной отрасли — для изготовления подошв из специальной кожи на механических прессах под названием Dinker. Это было крайне опасное оборудование: удерживая штамп обеими руками, оператор запускал машину с помощью ножного рычага. В процессе высечки ему приходилось самому перемещать штамп.
Конструкция стенок в цельных и высоких штампах
При ковке штампы «сгибают» одним из трёх способов, учитывая характерные для определённых материалов проблемы.
Обычный сгиб. Всё внимание уделяется размерам режущей кромки, а обратной стороне штампа значения не придаётся. Поэтому иногда внутренняя часть штампа может оказаться «тесноватой». По этой методике сгибается основная часть высечных штампов, которые с успехом применяют для обработки любых мягких и многослойных материалов.
Прямые стенки. Стенке штампа придают небольшой напуск, чтобы при высечке к ней не приставал материал. Название штамп получил от практически перпендикулярных внутренних стенок. К такой конструкции часто прибегают, чтобы предотвратить неполную высечку материала в стопе и обеспечить беспроблемное отделение заготовок от штампа.
С зазором. Напуск для стенки штампа достаточно велик, поэтому обработанная заготовка свободно выходит с обратной стороны. Конструкция оптимальна при обработке жёстких, несгибающихся материалов, поскольку позволяет избежать повреждения режущей кромки. Кроме того, заготовка без проблем отделяется от штампа, проходя сквозь него или выходя спереди.
Высота и толщина стального штампа
Стандартные варианты высоты стальных штампов — 14, 19, 32, 51, 57, 89, 140 и 152 мм, хотя при необходимости путём отливки и шлифовки можно получить штамп любой высоты.
Стандартные варианты толщины — 3,17; 4,76; 6,35 мм. Для высечки бумаги и конвертов, подрезки пластиковой упаковки применяются штампы толщиной до 12,7 мм.
Термообработка или предварительная грунтовка с заточкой
Для выпуска цельных и высоких штампов используются разные марки стали и способы обработки. Варианты — полосы отожжённой стали (annealed unheated treated bars) или предварительно загрунтованная и заточенная сталь для штампов.
Термообработанные цельные и высокие штампы
Выпускаются с любыми из описанных разновидностей стенок. Специалист придаёт желаемую форму полосам незакалённой отожжённой стали, ориентируясь на предоставленный дизайн. Концы гнутого штампа привариваются друг к другу. После этого штамп проходит термообработку для достижения нужной прочности (обычно 52 Rockwell C). Следующий этап — шлифовка поверхности до нужной высоты, а плоской режущей кромке придаётся нужная форма. Снаружи и внутри штамп грунтуется до острой кромки, затем она полируется. Основное преимущество термообработанных штампов — многократная повторная заточка.
Предварительно загрунтованные и заточенные штампы
В таблице представлены варианты режущих кромок, толщины и высоты штампов с размерами. Достоинство штампов этого типа перед термообработанными — низкая себестоимость и отпускная цена. Производителю не приходится тратиться на термообработку, шлифовку и финальную обработку штампов. Но прямые стенки и зазоры в этом случае невозможны. У штампов данного типа закалку проходит лишь непосредственно режущая кромка, поэтому при попытке повторно его заточить есть риск, сняв твёрдую кромку, добраться до более мягкой основы штампа.
Стандартные допуски для цельных и высоких штампов составляют ±0,38 мм. Для штампов, полученных методом фрезерования/электроэрозионной обработки, допуски до ±0,025 мм.
 Комбинированные штампы
Комбинированные штампы
Они объединяют две конструкции: внешнюю режущую кромку из стальной линейки и зону матрицы/пуансона. При сохранении преимуществ стандартного инструментария со штампом/контрштампом это позволяет сэкономить за счёт частичной замены конструкции на плоский высечной штамп. По точности высечки оснастка этого типа вне конкуренции: все компоненты соответствуют жёстким допускам, а внутренние элементы могут располагаться на малом расстоянии друг от друга. Сам инструмент состоит из плоского высечного штампа по периметру и комплекта из матрицы/пуансона. Оригинальная разработка повышает точность размеров и положения внутренних высекаемых элементов без затрат на инструментарий класса А.
Магнитные травленые штампы и плоские фрезерованные
Изготовленные методом травления магнитные штампы выпускаются как для плоского, так и для ротационного высечного оборудования. При травлении химикаты выедают лишние зоны штампа, оставляя лишь режущую кромку. Потом современные магнитные штампы фрезеруются на станках, что гарантирует острую рабочую кромку и длительный срок службы. Готовый магнитный штамп оборачивается вокруг магнитного цилиндра, если речь идёт о ротационной высечке, или крепится на плоскую магнитную основу для использования в плоском высечном прессе. Недорогие штампы этого типа справляются с самыми сложными формами, непрактичными для цельного и плоского инструментария.
Плоские высечные штампы
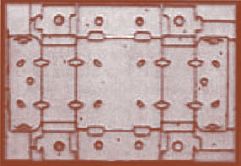 Высечка плоскими штампами — стандартный процесс при обработке листовых материалов, включая бумагу, картон, резину и пластик. Основная часть картонных коробок и упаковки производится именно этим нехитрым способом. Плоские штампы не только высекают контуры, но и выполняют биговку, перфорацию, прорезы.
Высечка плоскими штампами — стандартный процесс при обработке листовых материалов, включая бумагу, картон, резину и пластик. Основная часть картонных коробок и упаковки производится именно этим нехитрым способом. Плоские штампы не только высекают контуры, но и выполняют биговку, перфорацию, прорезы.
Последний этап изготовления штампа — добавление выталкивающего материала. На основании закрепляются выталкивающие каучуковые подкладки, помогающие после высечки отделить материал от штампа. Без выталкивающего материала есть риск, что заготовка застрянет между режущими кромками. Комбинация из основания, стальной линейки и выталкивающего материала образует готовый плоский штамп.
Плоские штампы разнообразны: варьируется толщина стальной линейки, которую выбирают с учётом обрабатываемой продукции, и форма режущей кромки.
Есть у плоских штампов и серьёзный недостаток: они не подлежат повторной заточке. Когда режущая кромка утрачивает остроту, в основание приходится вставлять новые ножи. На сегодняшний день чаще всего это невыгодно: проще заказать новую основу с острым штампом, что объясняется немалым временем на отделение от основания выталкивающего материала и старых ножей.
а) Плоский штамп по металлу
Для высечки металлических заготовок.
б) Плоский штамп блочного типа
Раньше такими штампами высекалась картонная упаковка. Стальные ножи крепились на раме с помощью блоков. Позже их сменила лазерная высечка.
в) Штамп-клише на болтах
Плоский штамп с лезвием толщиной 0,7–1,4 мм, без дополнительного основания. Режущая кромка закрепляется по центральной оси штампа с помощью болтов и гаек. Применяется при изготовлении дамских сумок и чемоданчиков в рассчитанных на цельные штампы-клише прессах.
г) Штамп со связующим
Плоский штамп с идентичными верхней и нижней металлическими пластинами. Дизайн высечки с помощью лазера или фрезы нарезается на пластинах, отделяющихся распорками. Центральная часть готового штампа заполняется связующим материалом.
д) Высокий штамп
Плоский штамп с высотой более 32 мм.
е) Плоский штамп, изготовленный с применением лобзика
Плоский штамп с линиями или прорезами в основании, выполненными возвратно-поступательным механическим лобзиком. Доминировал до широкого распространения лазерных систем.
ж) Плоский лазерный штамп
При его производстве прорези в основании выполняются на лазерном станке с числовым управлением. Стальная линейка вставляется традиционным способом. Лазерные станки сменили устаревшие механические лобзики, ранее применявшиеся для выполнения прорезей в основании штампа.
Торговая марка Never Die Die, запатентованная компанией Atlas Die, отличается неограниченными возможностями по замене ножей и системой шарикоподшипников для их мгновенного крепления. Есть несколько версий — из нержавеющей стали, стекловолокна, с верхней и нижней пластинами из алюминия.
и) Плоский штамп с поступательной (инкрементной) подачей
Стальной штамп на длинной основе (иногда до 9 м), применяемый для высечки многочисленных компонентов изделия (обивка автомобильного салона, коврики для лестничных ступенек и пр.). Штамп постепенно подаётся под головкой пресса с шагом, равным глубине высечной головки, обеспечивая качественную высечку всеми полостями штампа.
к) Ротационный плоский штамп
Штамп изогнутой формы, применяющийся с ротационным высечным инструментарием. Параметры: (1) Пилообразный, без зубцов, фестончатый. (2) С боковой или центральной скошенной кромкой. (3) Изогнутый или прямой. Для изогнутого задаётся начальная окружность и её длина. (4) С пазами или без. (5) Толщина в пунктах. (6) Высота стальной линейки. Плоские ротационные штампы часто применяют для обработки гофрированного картона на ротационных высечных прессах с мягким валом противодавления.
Термальные штампы
Магниевый штамп для обработки виниловых материалов с режущей кромкой, полученной методом химического травления.
Специализированные плоские высечные штампы
Ниже перечислены некоторые разновидности специализированной оснастки, образующие свои самостоятельные классы.
а) Штампы для конвертовЛюбые стальные штампы, предназначенные для высечки конвертов. Как правило, с тяжёлыми стенками, кованые или изготовленные на электроэрозионном станке (wire EDM cut). Толщина стенок достигает 1,27 мм. За один цикл штамп высекает до 500 конвертов.
б) Тестовые лабораторные штампы
Соответствуют жёстким допускам в соответствии со стандартами ASTM и предназначены для тестирования усилия на разрыв, удлинение, эластичность и пр.
Первую машину с полыми штампами для высечки этикеток корпорация PMC (Printing Machinery Corp.) разработала в 1940 г., чтобы предложить оборудование, точно и быстро обрабатывающее различные материалы — запечатанные и нет. Её высечной инструментарий действовал по принципу высокоскоростного пробойника. Машина проталкивает через штамп большую стопу материала. На вывод-ной лоток с тыльной стороны последовательно попадают готовые изделия, штамп и штамподержатель.
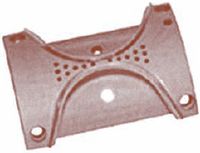
Б. Многоконтурные (3D) штампы для обрезки
Штампы с режущим лезвием, повторяющим трёхмерный контур высекаемой или подрезаемой детали. Применяются для подрезки изделий, полученных методом вакуумной или термоформовки, если линии подрезки проходят через неровные участки.
В. Ротационные штампы
Изогнутые штампы для ротационных высечных прессов. Изготавливаются несколькими методами: например, из гнутых стальных линеек, обрабатываемых на станках с ЧПУ, или из цельных цилиндрических заготовок методом электро-эрозионной обработки.
|
а) Ротационные штампы ножевого типа |
 |
|
б) Ротационные штампы ножничного типа |
 |
|
в) Ротационные штампы для прессов с жёстким валом противодавления |
 |
|
г) Магнитные травленые штампы и плоские фрезерованные штампы |
 |
|
д) Сегментированные ротационные штампы |
 |
|
е) Вакуумные ротационные штампы |
Ротационные штампы — литые или гибкие?
Когда речь заходит о современном сегменте ротационной высечки, оптимальным выбором зачастую оказываются гибкие штампы. Вопреки укоренившейся точке зрения и благодаря серьёзным технологическим достижениям, считавшиеся вариантом исключительно для коротких тиражей гибкие штампы теперь широко применяются при выпуске упаковки. В первый года после перехода на них компания может сэкономить на оснастке до 75% от затрат. Новые производственные процессы и покрытия делают гибкие штампы выбором будущего. У гибкого инструментария масса преимуществ перед литым:
Сроки поставки — 1–2 дня для типовых гибких штампов простой формы.
Установка — лёгкие и простые в работе.
Хранение — занимают существенно меньше места по сравнению с литыми штампами.
Работа на высоких скоростях — магнитные штампы без проблем поддерживают скорость до 300 м/мин.
Транспортировка — отгрузка за сутки при стоимости, несопоставимой с ротационными штампами для валов противодавления.
Общие затраты — как правило, не более 1/3 от стоимости литого ротационного штампа, в зависимости от размера, формы высекаемых изделий и сложности заказа.
Какой тип высечного штампа подойдёт для конкретной продукции?
Мы вкратце рассмотрели типовые варианты высечного инструментария. Получить более подробную информацию о преимуществах и недостатках каждого можно в Международной ассоциации вырубной оснастки и вырубных штампов (International Association of Diecutting and Diemaking, IADD): staff@iadd.org или +1 815 455-7519. Сотрудники ассоциации предоставят контактные данные входящих в неё организаций, которые занимаются нужными решениями. Ещё вариант — поставщики высечных прессов. Им приходится иметь дело с различными сферами применения оборудования, вполне возможно, там располагают данными и по вашему случаю.
* Гл. 20 из книги Роберта Ларсона «Мир высечки» (The World of DieCutting). Публикуется с разрешения и при содействии автора. Заказы на русское издание (планируется на 2011 г.) — publish@publish.ru с темой «Книга о высечке».
 Мир высечки
Мир высечки
Роберт Ларсон
«Мир высечки» (The World of DieCutting) — первая в мире книга, призванная дать полное представление о технологиях высечки. Автор постарался проследить все эволюционные вехи технологий с подвижным и неподвижным ножом, а также ротационной высечки.
Объединяя вехи… Немногие знают, насколько важное место высечка занимает в производстве многих товаров повседневного спроса. Высечные технологии задействуются практически в каждом городе планеты.
Во многих случаях этот процесс пребывает за кадром, оставаясь частью конвертингового товарного производства. Высечка — это обувь, упаковка в супермаркетах и магазинах, картонная и гофрокартонная тара, сальники автомобильного двигателя, приборная панель автомобиля, этикетки на винных бутылках, бельё и бюстгальтеры, пазлы, изделия из кожи, детали одежды, игрушки и настольные игры, гофрокартонные элементы рекламных стоек с продукцией, гибкие печатные схемы, рыбные бургеры и тысячи других изделий.
24 главы книги — это 560 страниц бесценной информации. Рассчитана она на две аудитории: имеющих представление о высечке и желающих узнать о ней больше; ничего о ней не знающих и готовых спросить «А что это такое?».
Чтобы подогреть интерес к миру высечки, мы публикуем перевод главы 20. Если, прочитав её, решите узнать об этой увлекательной технологии больше, добро пожаловать на сайт www.worldofdiecutting.com, где книгу можно заказать через интернет.
В 2011 г. Publish планирует выпустить перевод. Заказы на русское издание книги — publish@publish.ru с темой «Книга о высечке».






/13269431/i_380.jpg)
/13269462/i_380.jpg)
/13269315/i_380.jpg)
/13269313/i_380.jpg)