.png)
.png)
.png)
 Есть такой журналистский жанр, который я не очень люблю и называю «чукотской песней». Что вижу — то пою… Это подробный репортаж, в котором основное место отводится фактам и совсем мало — аналитике. Жанр незатейливый, но иной раз неизбежный. Особенно когда факты важнее всего, а подходящим изобразительным рядом текст не сопроводишь (снимать на заводе запрещено — большинство снимков в статье предоставлены коллегами из Agfa). И приходится почти всё объяснять на пальцах. Но вы уж поверьте: я там был и всё описанное видел!
Есть такой журналистский жанр, который я не очень люблю и называю «чукотской песней». Что вижу — то пою… Это подробный репортаж, в котором основное место отводится фактам и совсем мало — аналитике. Жанр незатейливый, но иной раз неизбежный. Особенно когда факты важнее всего, а подходящим изобразительным рядом текст не сопроводишь (снимать на заводе запрещено — большинство снимков в статье предоставлены коллегами из Agfa). И приходится почти всё объяснять на пальцах. Но вы уж поверьте: я там был и всё описанное видел!
Agfa Graphics входит в большую тройку крупнейших производителей офсетных пластин, имеет 8 заводов — в Германии, Франции, Великобритании, Италии, США, Бразилии, Китае и Южной Корее. Это разумно — производства расположены в основных регионах сбыта. Но полный ассортимент на каждом заводе не выпустишь, поэтому пластины всё равно путешествуют между континентами.
 был так любезен, что специально для нас на следующий день вернулся на завод и сделал несколько снимков") Мы в составе небольшой делегации — представители «Терем» (официального дистрибьютора Agfa в России), типографии «Алмаз-Пресс» и главные редакторы двух полиграфических журналов — ознакомились с производством в Висбадене (Германия), где расположен и Центр компетенции. На территории большой промышленной зоны Калле-Альберт выпускается 10 наименований CTP-пластин: «обычные» термальные Elite и P970; термальные свободные от химии по технологии Termofuse — Azura, Azura TS, Amigo и Amigo 2; фотополимерные N91, N91v, N92v и N93v. Плюс два вида аналоговых: P51 и N555 (их доля в общем производстве за восемь лет упала с 50% до 1%). Общая мощность производства — до 50 млн м2 в год.
Мы в составе небольшой делегации — представители «Терем» (официального дистрибьютора Agfa в России), типографии «Алмаз-Пресс» и главные редакторы двух полиграфических журналов — ознакомились с производством в Висбадене (Германия), где расположен и Центр компетенции. На территории большой промышленной зоны Калле-Альберт выпускается 10 наименований CTP-пластин: «обычные» термальные Elite и P970; термальные свободные от химии по технологии Termofuse — Azura, Azura TS, Amigo и Amigo 2; фотополимерные N91, N91v, N92v и N93v. Плюс два вида аналоговых: P51 и N555 (их доля в общем производстве за восемь лет упала с 50% до 1%). Общая мощность производства — до 50 млн м2 в год.
Местоположение имеет свои достоинства — можно сэкономить на общей инфраструктуре (очистные сооружения, что весьма существенно в условиях жёстких экологических требований Германии; охрана территории и т. п.) и даже на логистике, поскольку один из поставщиков сырья находится тут же — буквально через улицу. На производстве, работающем по непрерывному циклу 24/7, занято 456 рабочих. Его история восходит к 1863 г., тогда начали с лекарств и красок. Печатные офсетные пластины здесь появились намного позже — 60 лет назад. Важная для завода веха — в 1976 г. запустили первую поточную линию для выпуска пластин. А в 1990-м дали старт первой пластине для CTP — N90. В 1995-м производство сертифицировали по ISO 9001, а ещё через год его приобрела Agfa Gevaert. 5 лет назад освоили технологию Azura — пластины, свободные от химии. А в 2006 г. начали внедрение Agfa Production System (APS) — системы бережливого производства, о пользе которого в Publish не устаёт писать Олег Давидович. На этом покончим с историей и вернёмся в наши дни…
 Место действия — платформа на входе в цех с поточными линиями, вдоль края которой выстроены рулоны алюминиевого проката. Он поступает от 4-х тщательно отобранных европейских поставщиков. Это основа для пластин, напрямую влияющая на их качество. При переработке толщина основы уменьшается, а на поверхность наносятся слои, количество и состав которых зависят от марки пластины. С платформы рулон подаётся на зарядку линии — их на заводе три, но нас провели вдоль одной, длиной около 200 м. Процесс состоит из трёх этапов: предварительная обработка поверхности, нанесение покрытия, резка. Большинство операций автоматизировано, рабочие в основном их контролируют. Параметры для настройки каждой части линии вызываются из АСУ ТП с помощью считывателя штрих-кода. Рабочий лишь следит, чтобы содержание совпадало с распечаткой задания на смену. Но иногда приходится и руки приложить — например, новый рулон нужно довести к зарядке и подготовить к автосклейке (да-да, всё как на рулонном офсете).
Место действия — платформа на входе в цех с поточными линиями, вдоль края которой выстроены рулоны алюминиевого проката. Он поступает от 4-х тщательно отобранных европейских поставщиков. Это основа для пластин, напрямую влияющая на их качество. При переработке толщина основы уменьшается, а на поверхность наносятся слои, количество и состав которых зависят от марки пластины. С платформы рулон подаётся на зарядку линии — их на заводе три, но нас провели вдоль одной, длиной около 200 м. Процесс состоит из трёх этапов: предварительная обработка поверхности, нанесение покрытия, резка. Большинство операций автоматизировано, рабочие в основном их контролируют. Параметры для настройки каждой части линии вызываются из АСУ ТП с помощью считывателя штрих-кода. Рабочий лишь следит, чтобы содержание совпадало с распечаткой задания на смену. Но иногда приходится и руки приложить — например, новый рулон нужно довести к зарядке и подготовить к автосклейке (да-да, всё как на рулонном офсете).
Большая часть секций линии в первой половине линии герметично закрыта, что требуется для нормального течения электрохимических процессов. Одно из самых тонких мест — секция «полива», где нужны идеальная чистота и точность нанесения слоя или слоёв на основу. Далее следует буфер, компенсирующий разность в скоростях на двух первых этапах (до 80 м/мин) и на этапе резки. Но перед началом резки вся поверхность полотна исследуется 24-мя ПЗС-камерами. Все пластины с дефектами выбраковываются (сбрасываются в специальный ящик), но утилизируются не сразу. Если конфигурация дефектов позволяет, из отрезанных, но выбракованных пластин можно «добыть» годные на участке ручной подрезки — ведь места и размеры дефектов точно известны.
От полотна отрезаются пластины, собираются стопками и — в промежуточную упаковку. На каждой штрих-код для дальнейшей обработки. Пока мы наблюдали за подборкой очередной пачки, мимо невозмутимо проследовал погрузчик-робот, подмигивая многочисленными красными и жёлтыми лампочками на контрольном пульте.
Основных вариантов упаковки — три. Коробки, ящики и огромные деревянные паллеты для газетных типографий, где помещаются до 3000 пластин, разделённых лишь прокладочными листами. Большая часть (70% всей продукции) коробок и ящиков формируется на полностью автоматической линии Bielomatik. Управляется с ней один оператор. Есть ещё один большой цех с линиями по упаковке в ящики и паллеты, станциями обмотки в стретч-плёнку, ручными резаками и промышленным аппаратом для резки фанеры нестандартных форматов.
Большая часть (70% всей продукции) коробок и ящиков формируется на полностью автоматической линии Bielomatik. Управляется с ней один оператор. Есть ещё один большой цех с линиями по упаковке в ящики и паллеты, станциями обмотки в стретч-плёнку, ручными резаками и промышленным аппаратом для резки фанеры нестандартных форматов.
Как бы ни было организовано производство, на нём всегда есть место браку… Вопрос в том, как с ним борются и насколько часто некондиционной продукции удаётся просочиться сквозь сито контроля качества. Отношение к качеству на заводе лучше всего выражается слоганом на входе в отдел контроля: Almost is not good enough (Почти — это ещё недостаточно хорошо). Пограничных рубежей на заводе несколько. Первый обеспечивает входной контроль сырья — от алюминия до химии для покрытий. Камеры на линиях изучают 100% поверхности пластин на предмет дефектов. Хорошо оснащённый отдел контроля качества проверяет 180 образцов в день. Проверяют вес покрытий, количество оксида, делают спектрофотометрический анализ (оценивая цвет покрытия) и изучают найденные дефекты, сравнивая их с имеющейся обширной библиотекой. В распоряжении отдела — термальное и фиолетовое CTP для экспонирования плюс устройства проявки.
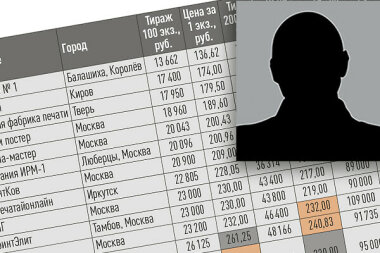
Руководство хорошо понимает роль персонала в эффективной организации производства. Как объяснил Хорст Венгенрот, ещё до введения APS была система денежного поощрения работников за рацпредложения. Размеры зависят от эффекта внедрения. А вот штрафов за ошибки нет. Вторая серьёзная — и ты уволен. На этаже администрации — стенд APS во всю стену с множеством графиков, информирующих работников об их ежедневной производительности. На одном мы заметили диаграмму с процентом рекламаций за последний год. Пиковые цифры — в районе 0,5%. Впрочем, далеко не во всех случаях вина завода. Значительная часть проблем с пластинами возникает на этапе доставки.
 Чтобы загрузка производства была равномерной, менеджеры Agfa каждый месяц опрашивают партнёров по всему миру, собирая заказы на два месяца вперёд. Информация обрабатывается, и формируется производственный план для каждого завода.
Чтобы загрузка производства была равномерной, менеджеры Agfa каждый месяц опрашивают партнёров по всему миру, собирая заказы на два месяца вперёд. Информация обрабатывается, и формируется производственный план для каждого завода.
Помимо отдела контроля качества на территории завода организован также Центр компетенции, экскурсию по которому проводил его менеджер Рудольф Зертани. Это настоящий исследовательский центр с очень солидной инструментальной и методической базой. Помимо вполне ожидаемых пяти устройств CTP и проявок к ним, мы увидели настоящий печатных цех с 6-ю малоформатными машинами Heidelberg и MAN Roland. Сюда обязательно попадают все новые разработки. Их проверяют на качество изображения, поведение при проявке и печатные свойства, проводят механические тесты покрытия и подложки. В специальных камерах пластины находятся при повышенных температуре и влажности. Специалисты центра привлекаются для разбора рекламаций, проводят контрольные тесты с учётом содержания претензии.
На печатных машинах также проводится множество тестов: изучается скорость достижения баланса краска/вода и выхода на тираж, тиражестойкость. Все результаты протоколируются с типично немецкой дотошностью. Нам показали многочисленные альбомы с результатами экспериментов.
Конечно, возможности такой базы стараются использовать и для сравнения собственной продукции с конкурентами. Для подобных случаев на машины устанавливаются наборные формы, склеенные скотчем из разных пластин. Коллега из «Алмаз-Пресс» был буквально потрясён увиденным, признавшись, что таких исследовательских центров на производствах пластин других компаний он ещё не видел. Похожее впечатление сложилось и у меня, хотя возможности сравнить с другими пока не представилось. Увижу — спою новую песню…






/13269462/i_380.jpg)
/13269431/i_380.jpg)
/13269450/i_380.jpg)
/13269463/i_380.jpg)